Marc,
Sur e-bay Chine. Si tu googles "graphtec CB-09 ebay" tu en trouveras des tas. Apparemment (mon expérience et celle des Forums) tous les designs se ressemblent/se copient. Graphtec est un fabricant de machines de découpe professionelles (les produits dont on parle ici sont évidemment des copies non d'origine) et 09 représente le diamètre de la lame (0,9mm).
Un peu plus de détails si cela peut aider :
Il faut distinguer 2 choses : porte-lame et lames
1. Porte lame :
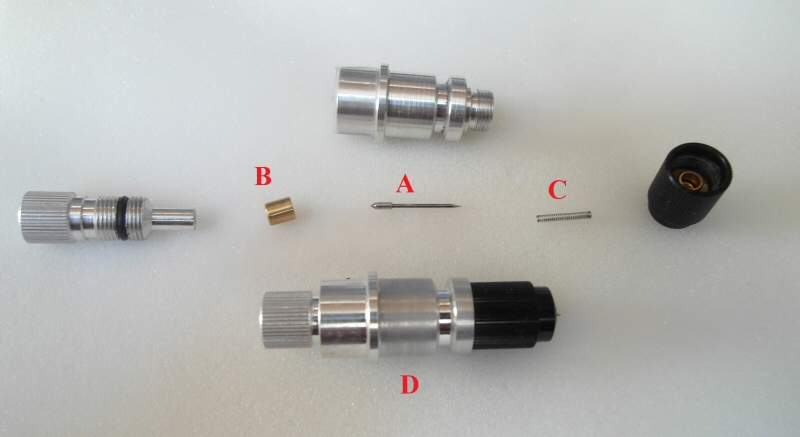
On l'achète une fois pour toutes (d'où ma remarque sur les éléments jetables). Sur la photo, les 2 porte-lames que j'ai, un est démonté et on voit la lame A entre le petit cylindre B qui contient le roulement permettant la rotation de la lame. En C, le mini-ressort qui sert à plaquer la lame sur le roulement, mais a apparemment été conçu pour faire des bonds de 160m (à l 'échelle)

. Le porte-lame se glisse tout juste dans le porte-porte-lame (!) de la Silhouette, il n'y a pas besoin de pièce d'adaptation. Il faut parfois reprendre un mini-chouia sur le diamètre D, mais comme c'est de l'alu, qqs minutes au papier abrasif, c'est OK.
- porte-lame
- SAM_0056.2.jpg (189.87 Kio) Consulté 15485 fois
Je me suis fourni ici :
http://www.ebay.com/itm/1x-CB09-Graphte ... 41966cc420" onclick="window.open(this.href);return false;
Comme d'habitude sur eBay Chine, le port est souvent gratuit, mais il faut faire preuve d'une patience toute orientale...
2. Lames
A côté du type standard à 45°, il existe des lames à 30° et à 60°. On parle ici de l'angle entre le tranchant et le papier, donc la 60° est la plus "pointue". On la recommande pour les travaux fins, alors que le 45° serait plutôt pour les travaux d'abattage. La 30° est pour des substrats que nous n'utilisons pas (tissu...).
Question usure, j'inspecte régulièrement la pointe au moyen de ma loupe d'horloger : la 60° ne semble pas plus sensible à l'abrasion, même avec du Synaps (mais je coupe tout à vitesse réduite).
Je me suis fourni ici :
http://www.ebay.com/itm/Graphtec-CB09-B ... 1238347118" onclick="window.open(this.href);return false;?
Lors de la commande, bien vérifier que des ressorts sont inclus (en principe on les récupère en changeant de lame, mais il aiment voyager...).
Note :
Le seul inconvénient objectif du système est qu'il n'y a pas d'index pour fixer la profondeur de découpe. Deux façons de procéder : mesurer le pas de vis de la molette de commande (sur les miens, c'est 0,75mm) : un tour complet fait donc 0,75mm, 1/4 de tour sera +/- 0,2mm. Le zéro est fixé par le non-accrochage de la pointe. L'autre méthode est l'inspection directe par la loupe d'horloger en présentant un bord du substrat près de la lame. Je teste ensuite l'ensemble sur un échantillon.
Mais par expérience, je n'utilise pas cette variable : lors d'une session de découpe, je fixe la profondeur de la lame à une valeur unique un peu plus profonde (+/-20%) que l'épaisseur du substrat, et je joue sur les pressions de la lame.
Dominique
